

 français
français







comment produire et couper la fibre de carbone en top-fire top-fire a une usine indépendante de production et de découpe de fibre de carbone. composant principal de la machine de préimprégné thermofusible 1.mécanisme de libération du fil terminer principalement la pose du filïselon le poids en gramme différent du préimprégné, le nombre de broches est également différent.l'exigence de base est que la tension de sortie du fil soit relativement stable et que le fil soit disposé uniformément sans torsion. 2.mécanisme d'épandage Complétez principalement l'uniformité du fil, la dispersion, la fonction de réglage de la tension, ce mécanisme appartient à l'équipement principal avant de la machine composée. 3.unité thermofusible terminent principalement l'imprégnation à l'état fondu du fil et de la résine, les exigences de base sont une tension de fil uniforme, une disposition uniforme, une imprégnation uniforme de la résine, une épaisseur de préimprégné uniforme, une répartition uniforme du fil et l'apparence du fil sans défauts tels que des brins et des ruptures de fil. 4.mécanisme de plaque chauffante terminer principalement l'imprégnation à l'état fondu de la résine, compléter l'imprégnation à l'état fondu de la résine. 5.mécanisme de plaque froide il achève principalement le refroidissement et la réduction de la température du tissu préimprégné et prépare le papier antiadhésif. 6.mécanisme de rouleau de traction terminer la traction et le rembobinage du prepregï préparer le pelage du papier antiadhésif. 7.libérer le mécanisme de déroulement du papier terminez principalement l'action de pose du papier antiadhésif avec de la résine, déroulez passivement. 8.mécanisme de collecte de films compléter l'action de curling du mécanisme de curling actif du film pe pelé. 9.mécanisme de rembobinage du papier anti-adhésif terminer l'action de curling du papier antiadhésif décollé du préimprégné, le papier antiadhésif peut être recyclé et réutilisé.le mécanisme a deux ensembles, qui sont divisés en enroulement de papier de dégagement supérieur et inférieur. 10.mécanisme de libération de film compléter l'action de pose du film pe, pour préparer le sertissage du préimprégné, le mécanisme dispose de deux ensembles pour compléter l'action de pose du film pe supérieur et inférieur. 11.soutien mécanisme de déroulement compléter l'action de pose de chaque type de toile de support. 12.mécanisme d'enroulement de film de remorquage compléter l'action de curling du film pe sur la surface du tissu de support. 13.mécanisme de remontage à double station compléter l'action de curling du préimprégné

le processus de fabrication des jantes carbone en top-fire top-fire représente les dernières avancées technologiques dans les produits de performance des jantes de vélo en fibre de carbone. conçu à partir de la piste pour être plus léger, plus fort, plus rapide et plus aérodynamique.t Les procédés de fabrication sont les suivants : ajustement de préforme-> préforme dans le moule-> thermoformage-> refroidissement-> moule pour prendre le produit-> tirez l'airbag-> chauffage secondaire-> sablage-> traitement des trous-> polonais ajustement de la préforme : coller la forme du produit selon le dessin de conception structurelle, pas plus coller moins coller. préformer dans le moule : en entrant dans le moule, le produit préformé doit être redressé pour éviter le serrage du fil. thermoformage :1 55±5℃/1 heure. refroidissement: après refroidissement, la température de surface du moule est de 90℃↓. moule pour prendre le produit : le produit ne doit pas être meurtri. tirez l'airbag : l'airbag doit être retiré propre. chauffage secondaire : le produit est chauffé deux fois pour éliminer les contraintes internes et améliorer la vitesse de réaction.150±5℃/2.5 heures. sablage: le produit est sablé et grossi. traitement des trous : choisissez le bon programme pour le traitement des trous en fonction des besoins du client. polonais: ajouter un apprêt à la surface du produit et rendre la surface du produit lisse

production de cadre de vélo en carbone d'usine top-fire haut-feu fabrique et développe des cadres et des accessoires de vélo en fibre de carbone haut de gamme depuis 25 ans, possède une riche expérience dans le moulage intégré, la conception et la fabrication de différents cadres de vélo (cadres de vélo de route/vtt/électrique). les procédés de fabrication sont les suivants : préforme->moulage-> formage->traitement->collage préforme la préforme est un processus très important pour les produits en fibre de carbone, directement lié à la résistance, la taille, l'apparence, etc.. il est facile de fabriquer un bon produit en fibre de carbone, un matériau spécial, mais il est difficile de fabriquer 100 produits exactement comme le premier, doit donc avoir le personnel d'exploitation strict et le qc à la cognition sop et à la rigueur.tous les opérateurs suivent strictement les paramètres de développement de la production de drapage, technologie mandrin intégrée plus fonctionnement sous vide, de la première étape à 150 étapes de drapage, la position de la tôle est fixée, la position du renfort est renforcée, et l'époxy est rempli, le conduit d'air dans le moule de moulage réservé et positionné à l'avance pour la prochaine étape de préparation du moulage.tous les produits liés à la sécurité personnelle, nous utilisons la fibre de carbone toray japonaise d'importation premium comme toray t700/t800. moulage cette section est la plus importante pour les produits, go et ng est essentiellement décidée par cette section, cette section de l'équipement de production est à haute température et haute pression, c'est dans cet environnement spécial pour promouvoir un bon produit. nous de r & d conception-auto-moulage-production-expédition, comme un ensemble de processus parfait. En traitement cette section pour l'élimination des déchets de produits et les processus de coupe des tuyaux en excès, liés aux accessoires de forage. lors de la coupe d'un excès de matériau de tuyau, l'opérateur doit suivre strictement les instructions de coupe stipulées dans la section de développement, un grossissement au jet de sable a été effectué sur les parties communes des raccords de tuyauterie afin de fournir une force de liaison pour le collage de la section inférieure. collage cette section est le produit pour le collage, à l'aide d'époxy à haute température, de cuisson à haute température fixe. avant le collage, chaque partie de collage doit être nettoyée avec de l'alcool pour assurer la force de collage. toutes les pièces en aluminium doivent être nettoyées par sablage avant collage. Ensuite, mesurer la position placentaire supérieure du support spécial pour le produit afin de garantir la position placentaire correcte après la fixation au four. mettre les outils dans le four à haute température pour la cuisson.le temps de cuisson est de 1,5 h.la porte du four ne peut pas être ouverte pendant ce te

decal&peinture en top-fire top-fire fournit service intégré pour la peinture personnalisée pour oem et odm
1
pagesCatégories
Nouveaux produits

Nouveau cadre de vélo électrique en carbone bafang M620 à suspension complète pour vtt et gros vélo Lire la suite

Nouveau moule BAFANG G510 cadre de vélo électrique à suspension complète Lire la suite

cadre vtt électrique de suspension de routage de câble entièrement interne Lire la suite

Cadre électrique VTT tout suspendu Enduro Carbon Lire la suite

cadre de vélo électrique en gravier de carbone avec moteur de moyeu fsa et batterie Lire la suite

cadre de vélo de piste en carbone aéro pour système bsa Lire la suite

Cadre en gravier en carbone Acheminement interne complet des câbles Lire la suite

cadre de vélo de gravier à disque de cyclocross en carbone pour bb t47 Lire la suite

Cadre tout-terrain en carbone tout suspendu 29er Lire la suite
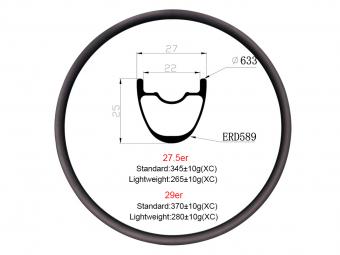
Top-Fire 27.5er 29er 27mm Largeur 25mm Profondeur Jantes Carbone VTT Hookless Pour XC Lire la suite
 #61,Jiancai Industrial Garden,TonganInd. District, Xiamen City, FuJian Province
#61,Jiancai Industrial Garden,TonganInd. District, Xiamen City, FuJian Province
droits dauteur © 2026 Top-Fire Carbon Technology Co., Ltd. Tous les droits sont réservés. Mettre au courant

Réseau IPv6 pris en charge


 Facebook
Facebook LinkedIn
LinkedIn Twitter
Twitter YouTube
YouTube Pinterest
Pinterest